
(1) Először is, a nagy teljesítmény vak hajszolása azt jelenti, hogy a gép egyetlen teljesítményt nyújt, és rosszul alkalmazkodik, sőt, a termékminőség romlik, a hibakockázat pedig növekszik. A piaci változások után a gép csak alacsony áron kezelhető.
Miért lehetetlen gyakran egyszerre elérni a termelést, a teljesítményt és a minőséget? Mindannyian tudjuk, hogy kétféleképpen lehet növelni a termelést: gyorsabban és több adagolóval. Nyilvánvaló, hogy az adagolók számának növelése könnyebbnek tűnik elérni.
De mi történik, ha megnő az etetők száma? Ahogy a következő képen is látható:
Miután az etetők száma megnőtt,a bütyök szélességeösszeszűkül és az ív meredekké válik. Ha az ív túl meredek, a tűk komoly kopást okoznak, ezért az ív magasságát csökkenteni kell, hogy az ív simább legyen.
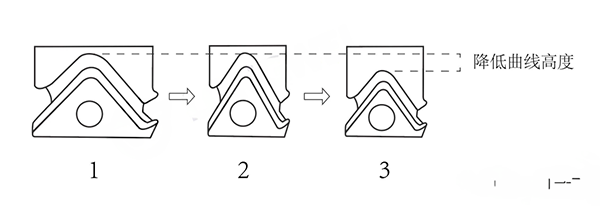
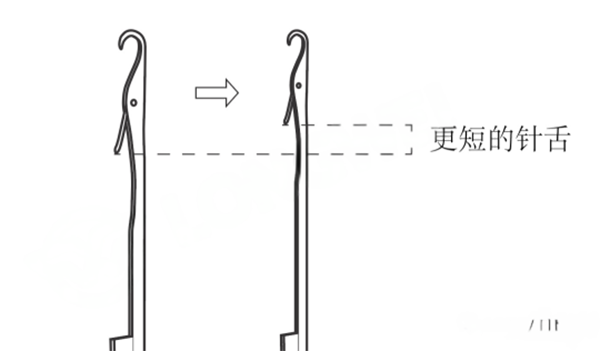
Miután a görbe lejjebb került,a tű magasságaalacsonyabb lesz, és a hosszú tűretesz kötőtű tekercse nem tud teljesen visszahúzódni, így a gép csak a rövid tűretesz kötőtűjét tudja használni.
Ennek ellenére a csökkenthető tér korlátozott. Ezért a nagy adagolású gép sarokgörbéje mindig viszonylag meredek. Ez azt jelenti, hogy az öltések kopási sebessége is gyorsabb lesz.
A rövid tűzáras tű nehezebben kezelhető pamutfonal készítésekor és lycra hozzáadásakor.
A keskeny sarokív és a gézfúvóka kisebb helye miatt a gép nehezebben tudja beállítani az időpozíciót. Különböző tényezők vezetnek a gép egyszeri használatához, nagyszámú adagolóval és gyenge alkalmazkodóképességgel.
(2) A magas etetőállomány-szám és a magas termelés nem hoz magas profitot.
Minél nagyobb az adagolók száma, annál nagyobb a gép ellenállása, annál nagyobb az energiafogyasztás. Mindenki ismeri az energiamegmaradás törvényét.
Minél nagyobb az adagolók száma, annál magasabbra fut a gép ugyanabban a körben, annál nagyobb a tűzár nyitási és zárási ideje, annál gyorsabb a frekvencia, és annál rövidebb a tű élettartama. És ez teszteli a kötőtűk minőségét.
Minél nagyobb a tű nyitásának és zárásának gyakorisága, annál nagyobb az instabil tényezők valószínűsége a szövet felületén, és annál nagyobb a kockázat.
Például: a 96 adagolós gépek 96 alkalommal futtatnak le egy tűs retesz nyitási és zárási kört, percenként 15 fordulattal, 24 órás nyitási és zárási idővel: 96*15*60*24=2073600 alkalommal.
A 158 adagolós gép 158 alkalommal futtat körbe a tűzár nyitását és zárását, percenként 15 fordulattal, 24 órás nyitási és zárási idővel: 158*15*60*24=3412800 alkalommal.
Ezért a kötőtűk használati ideje évről évre lerövidül.
(3) Hasonlóképpen, az ellenállása és a súrlódásaa hengeris nagyobbak, és az egész gép hajtogatási sebessége is gyorsabb.
Ebben az esetben, ha a feldolgozási díjat idő vagy rotáció alapján számítják ki, akkor ennek megfelelően többszörös feldolgozási díjat kell fizetni ezen veszteségek ellensúlyozására. Valójában, ha nem nagyon sürgős megrendelésről van szó, a feldolgozási díj gyakran nem éri el az adagolók számának árat.
A valóban magas hozam elérését a nagyobb gépi pontosságnak és precizitásnak, valamint az ésszerűbb tervezésnek kell elérnie. A gép működése energiahatékonyabbá, a teljesítménye stabilabbá és megbízhatóbbá válik, valamint a kopás és a súrlódás is csökken, így a kötőtű élettartama hosszabb lesz. Jobb anyagminőséget eredményez, és csökkennek a felesleges veszteségek.
Közzététel ideje: 2024. január 19.